
鉸孔成功的8點建議 注意:鉸孔前先閱讀「鉸孔建議事項」
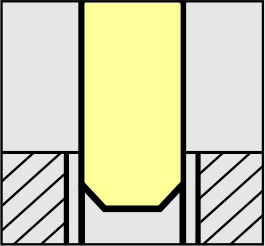 |
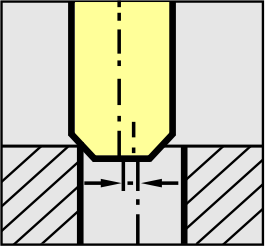
1.孔超大 (1).缺乏冷卻劑,鉸刀排屑不良。 (2).角度不正常。 (3).切割太深,鉸孔公差太高。 (4).刀具和孔的中心點偏離。 ◎校正徑向中心點或使用浮動鉸刀柄。 ◎檢查鉸刀的直徑和公差。 ◎檢查冷卻劑,增加壓力,考慮使用流通冷卻劑的刀具。 |
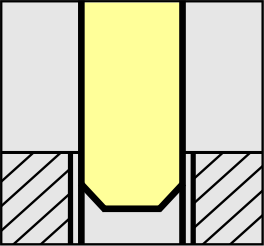 |
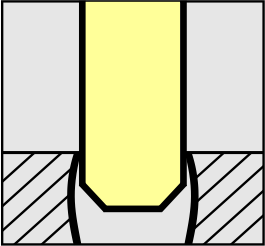
2.孔太小 (1).鉸刀鈍了。 (2).切割深度不足。 (3).工件反彈。 ◎更換鉸刀。 ◎增加切割深度。 ◎檢查冷卻劑,增加壓力,考慮使用流通冷卻劑的刀具。 |
||
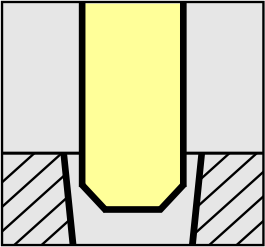 |
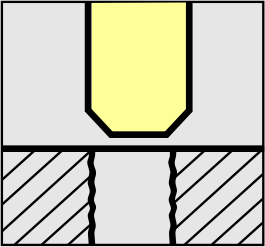
3.推拔形的孔(入口太大) (1).鉸刀在軸上往復移動。 (2).鑽孔中心點偏離。 (3).刀具和孔的中心點偏離。 (4).孔的上半有切屑。 ◎矯正徑向中心點或使用浮動鉸刀柄。 ◎調整刀具 |
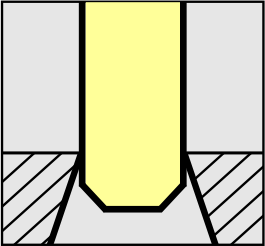 |
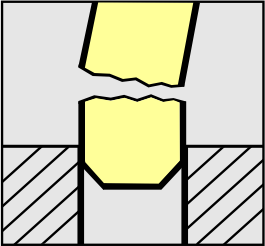
4.推拔形的孔(孔的尾端太大) (1).刀具和孔的中心點偏離。 (2).孔的下半有切屑。 (3).鉸刀深達孔底。 ◎校正徑向中心點或使用浮動鉸刀柄。 ◎調整刀具。 ◎孔擴大(加深)2~3行程。 |
||
 |
5.徑向位移 (1).孔偏離軸線。 (2).導程角(螺旋角)的同心度不正確。 ◎檢查孔的同心度。 ◎檢查鉸刀軸的同心度 |
 |
6.孔成圓或凸出 (1).鉸孔時工件移動。 ◎精確地固定工件。 |
||
 |
7.孔的表面不佳(同時看8) (1).鉸刀或孔受損。 (2).冷卻劑不足。 (3).切削屑附著在鉸刀上。 (4).排屑不良。 (5).刀具和孔的中心點偏離。 ◎更換鉸刀。 ◎校正徑向中心點或使用浮動鉸刀柄。 ◎檢查冷卻劑,增加壓力,考慮使用流通冷卻劑的刀具。 |
 |
8.鉸刀卡住且斷掉(同時看7) (1).鉸刀刃太厚。 (2).退推拔不足。(100mm最少需0.015) (3).孔太小且不在中央。 (4).鉸刀導程角(螺旋角)表面受損。 ◎根據材料、特殊合金,使用導程角度或適合的刀刃厚度。 ◎校正徑向中心點或使用浮動鉸刀柄。 ◎依材料特性(軟、一般、處理過的)增減鉸孔速度。 |
||



